
Kümne parima võimaliku defekti ja lahenduse sissepritsevormimine
Jäta sõnum
Kümne parima võimaliku defekti ja lahenduse sissepritsevormimine
Sissepritsevormimine on plastikdetailide valmistamise üks levinumaid protsesse. Sissepritsevormimisprotsessis saab luua hulgaliselt mitmesuguse suuruse, kuju ja keerukusega komponente.
Survevormitud osade valmistamine on nii kunst kui ka teadus. Uute osade masstootmise korral väikeste vigade ärahoidmiseks on vaja kõrgetasemelist tehnilist ekspertiisi ja tähelepanu detailidele.
Mõned neist teguritest võivad olla plastist survevalu vormimise kiirus, rõhk või temperatuuriseade.
Vaatame mõnda defekti, mis on põhjustatud puhtalt survevalu vormimisprotsessis esinevate tõrgete tõttu.

Voolujooned
Sink Marks
Vaakumtühjad
Pinna ladestumine
Keevitada read
Lühikesed kaadrid
Koolutamine
Burn Marks
Jetting
Välk
Voolujooned
Kirjeldus: vooluliinid on triibud, mustrid või jooned - tavaliselt värvitoonis -, mis ilmnevad prototüübi osas sulaplastiku füüsikalise tee ja jahutusprofiili tagajärjel, kui see suubub survevormi tööriistaõõnde. Sissepritsega valatud plastik alustab teekonda läbi detaili tööriista läbi sisenemissektsiooni, mida nimetatakse väravaks. Seejärel voolab see läbi tööriista õõnsuse ja jahutab (lõpuks kõvastub tahkeks aineks).

Põhjused: voolujoone vead on tingitud sula plastiku voolavast kiirusest, kuna see muudab suunda kontuuride kaudu ja paindub vormi tööriista sees. Need tekivad ka siis, kui plast voolab läbi erineva seina paksusega sektsioone või kui sissepritse kiirus on liiga madal, põhjustades plasti tahkumist erinevatel kiirustel.
Õiguskaitsevahendid:
Suurendage sissepritse kiirust ja rõhku optimaalsele tasemele, mis tagab õõnsuste nõuetekohase täitmise (hoides samal ajal, et sulaplastika hakkab vales kohas jahutama). Sulatatud plasti või vormi enda temperatuuri saab samuti tõsta, tagamaks, et plast ei jahtuks defekti tekitamiseks piisavalt.
Ümarad nurgad ja kohad, kus seina paksus muutub, et vältida järske suuna ja voolukiiruse muutumist.
Leidke värav õhukeste seintega tööriistaõõnes asuvasse kohta.
Sink Marks
Kirjeldus: Valamu jäljed on väikesed kraatrid või süvendid, mis tekivad survevaluvormi prototüübi paksematel aladel, kui valmistoote sisemised osad kahanevad. Mõju on mõnevõrra sarnane topograafias asuvate kraanikaussidega, kuid põhjustatud pigem kokkutõmbumisest kui erosioonist.

Põhjused: Vajumisjäljed tekivad sageli siis, kui jahutusaeg või jahutusmehhanism on plastiku jaoks hallituse ajal täielikuks jahutamiseks ja kõvenemiseks ebapiisav. Neid võib põhjustada ka ebapiisav rõhk õõnsuses või liiga kõrge temperatuur väravas. Kui kõik ülejäänud on võrdsed, siis sissepritsevormitud osa paksude osade jahtumine võtab kauem aega kui õhukeste osade puhul ja nii on tõenäolisem, et kus asuvad valamu jäljed.
Õiguskaitsevahendid:
Valuvormi temperatuuri tuleks alandada, hoidmisrõhku tõsta ja hoidmisaega pikendada, et jahutamine ja kõvenemine oleks piisavam.
Paksimate seinaosade paksuse vähendamine tagab ka kiirema jahutamise ja aitab vähendada valamujälgede tõenäosust.
Vaakumtühjad
Kirjeldus: Vaakumõõnsused on õhutaskud, mis on pritsitud prototüübi pinna sisse või pinnale kinni.

Põhjused: Vaakum tühimikud on sageli põhjustatud prototüübi pinna ja sisemise osa ebaühtlasest tahkestumisest. See võib süveneda, kui hoidmisrõhk ei ole sula plastiku kondenseerumiseks vormis piisav (ja surub sellega välja õhu, mis muidu võib kinni jääda). Tühjad võivad tekkida ka osast, mis on valatud vormist, mille kaks poolt pole õigesti joondatud.
Õiguskaitsevahendid:
Leidke värav vormi paksimas osas.
Lülitage vähem viskoosse plastiku juurde. See tagab, et vähem gaasi jääb kinni, kuna õhk pääseb kiiremini välja.
Suurendage hoidmisrõhku ja hoidmisaega.
Veenduge, et hallituse osad oleksid ideaalselt joondatud.
Pinna ladestumine
Kirjeldus: pinnakatte lamineerimine on seisund, mille korral pinnale ilmuvad saasteaine tõttu õhukesed pinnakihid. Need kihid näevad välja nagu kattekihid ja neid saab tavaliselt maha koorida (st “delaminate”).

Põhjused: Võõrmaterjalid, mis satuvad sulanud plastikusse valmistoodangust eraldi, kuna saasteaine ja plast ei saa omavahel siduda. Asjaolu, et nad ei saa omavahel siduda, mõjutavad mitte ainult prototüübi välimust, vaid ka selle tugevust. Saasteaine toimib lokaliseeritud tõrkena plastikusse. Liigne sõltuvus hallitust vabastavatest ainetest võib põhjustada ka delamineerumist.
Õiguskaitsevahendid:
Enne vormimist kuivatage plastik korralikult läbi.
Suurendage hallituse temperatuuri.
Siluge vormi nurgad ja järsud pöörded, et vältida sulavoolu järske muutusi.
Keskenduge rohkem väljutusmehhanismile vormi kujundamisel, et vähendada või kõrvaldada sõltuvust hallituse eraldusainetest.
Keevitada read
Kirjeldus: keevisõmblusjooned sarnanevad tegelikult tasapinnaga, mitte joontega, mis ilmuvad kohta, kus sula plastikud kohtuvad vormi kahest erinevast osast lähtudes.
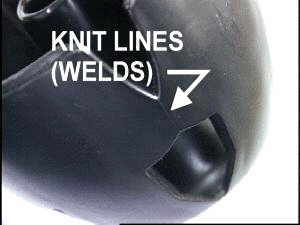
Põhjused: keevitusjooned on põhjustatud kahe või enama vooluringi ebapiisavast liimimisest sula plastiku osalise tahkumise korral.
Õiguskaitsevahendid:
Tõsta vormi või sulaplasti temperatuur.
Suurendage süstimiskiirust.
Reguleerige voolu muster nii, et see oleks ühe allika vool.
Lülitage vähem viskoosse või madalama sulamistemperatuuriga plasti juurde
Lühike pilt
Kirjeldus: nagu see termin viitab, võib lühikesi kaadreid kirjeldada kui olukorda, kus vormimislöök jääb lühikeseks. See tähendab, et sulaplastik ei hõivata mingil põhjusel täielikult vormi õõnsusi ega õõnsusi, mille tulemuseks on osa, kus plasti pole. Valmistooted muutuvad puudulikeks, kuna need on puudulikud.


Põhjused: lühikesi kaadreid võib põhjustada mitu asja. Laske ebaõige kalibreerimine või plastifitseerimisvõime võivad plastmaterjali õõnsuste täitmiseks ebapiisavaks muuta. Kui plastik on liiga viskoosne, võib see tahkuda enne kõigi õõnsuste täielikku hõivamist ja põhjustada lühikese võtte. Ebapiisavad degaseerimis- või gaasiventilatsioonitehnikad võivad põhjustada ka lühikesi lööke, kuna õhk on kinni ja sellest pole pääsu; plastmaterjal ei saa hõivata ruumi, mida õhk või gaas juba hõivavad.
Õiguskaitsevahendid:
Valige vähem viskoosne ja suurema voolavusega plastik. See plastik täidab kõige raskemini ligipääsetavaid õõnsusi.
Voolavuse suurendamiseks tõstke hallituse või sulamistemperatuuri.
Arvestage gaasi tekkega, kujundades vormi nii, et gaas ei jääks vormi sisse ja oleks korralikult õhutatud.
Suurendage vormimismasinas materjali etteannet või lülitage masinasse, millel on suurem materjalisööt, juhul kui maksimaalne materjalisööt on saavutatud.
Koolutamine
Kirjeldus: koolutamine (või väändumine) on deformatsioon, mis tekib vormitud detaili eri osade ebaühtlasel kokkutõmbumisel. Tulemuseks on keerdunud, ebaühtlane või painutatud kuju, kus seda polnud ette nähtud.
")
Põhjused: koolutamine on tavaliselt põhjustatud vormimaterjali ebaühtlasest jahutamisest. Erinevad jahutuskiirused vormi erinevates osades põhjustavad plasti erinevat jahutamist ja tekitavad seega sisemisi pingeid. Need pinged vabastamisel põhjustavad väändumist.
Õiguskaitsevahendid:
Veenduge, et jahutusaeg on piisavalt pikk ja piisavalt aeglane, et vältida jääkpingete kinnistumist detaili.
Kujundage vorm ühtlase seinapaksusega ja nii, et plast voolab ühes suunas.
Valige plastmaterjalid, mille kokkutõmbumine ja deformeerumine on vähem tõenäoline. Poolkristallilised materjalid on tavaliselt deformeerunud.
Burn Marks
Kirjeldus: Põlemisjäljed on värvimuutused, tavaliselt roostevärviga, mis ilmuvad survevaluvormi prototüüpide pinnale.
")
Põhjused: põlemisjäljed on põhjustatud plastmaterjali lagunemisest liigse kuumutamise või liiga kiirete süstimiskiiruste tõttu. Põletusjälgi võib põhjustada ka kinni jäänud õhu ülekuumenemine, mis söövitab vormitud detaili pinda.
Õiguskaitsevahendid:
Vähendage sissepritse kiirust.
Optimeerige gaasi õhutamist ja gaasi eemaldamist.
Vähendage hallituse ja sulamise temperatuuri.
Jetting
Kirjeldus: joagamine tähendab olukorda, kus sulaplast ei kleepu süstimiskiiruse tõttu vormi pinnale. Kuna sula plastik on vedelik, tahkub olekus, mis näitab joa voolu lainelisi voldid injektsioonvormitud osa pinnal.

Põhjused: jootmine toimub enamasti siis, kui sulamistemperatuur on liiga madal ja sulaplasti viskoossus muutub liiga kõrgeks, suurendades sellega selle läbi vormi voolava takistust. Kui plast puutub kokku vormiseintega, jahutatakse see kiiresti ja viskoossus suureneb. Selle viskoosse plasti taga voolav materjal lükkab viskoosse plasti edasi, jättes valmistoote pinnale kraapimisjäljed.
Õiguskaitsevahendid:
Suurendage hallituse ja sulamise temperatuuri.
Suurendage värava suurust, nii et sissepritse kiirus väheneb.
Optimeerige värava disain, et tagada sula plastiku ja vormi piisav kontakt.
Välk
Kirjeldus: välk on vormimisdefekt, mis ilmneb siis, kui mõni sulaplaat väljub vormiõõnsusest. Tüüpilised evakuatsiooniteed kulgevad eraldusjoone või väljundtihvti asukohtade kaudu. See väljapressimine jahutab ja jääb lõpptoote külge.

Põhjused: välk võib tekkida siis, kui vormi ei ole piisavalt tugevasti kinni surutud (jõud, mis on piisavalt tugev, et vastu pidada hallituse läbi voolava sula plastiku tekitatavatele vastasjõududele), mis laseb plastil läbi imbuda. Nende eluea ületanud vormide kasutamine on kulunud ja see aitab kaasa välgu tekkimisele. Lisaks võib liigne sissepritsesurve plasti välja suruda väikseima vastupanu teed pidi.
Õiguskaitsevahendid:
Suurendage klambri rõhku, tagamaks, et vormi osad jäävad pildistamise ajal kinni.
Veenduge, et vorm on korralikult hooldatud ja puhastatud (või asendatud, kui see on jõudnud oma kasuliku eluea lõppu).
Kasutage optimaalseid vormistustingimusi, nagu sissepritse kiirus, sissepritse rõhk, vormi temperatuur ja korralik gaasi õhutamine.
Suurt arvu ülalnimetatud defekte saab projekteerimisprotsessis ära hoida, kui korduvasse protsessi lisada sobiv tööriistakujundus. Vormivoolu tarkvara nagu Solidworks plastics kasutamine aitab teil tuvastada ideaalsed väravakohad, ette näha õhutaskud, voolu- või keevisjooned ja vaakumõõdud. Mis kõige tähtsam - see aitab teil nendele probleemidele lahendusi enne tähtaega kavandada, nii et tootmisel ei peaks te muretsema defektide pärast, mis maksavad teile raha.
Võta meiega ühendust

B korrus, nr 21, Nan Xingi kolm tänavat, Nan Fangi tööstuspark,
Bei Ce, Humen, Dong Guan, Guang Dong, Hiina.
Skype: sügaval
Tel: 86-15024107707
Sildid: Plastid, Custom 2K survevalu, BI survevaluplastid, Custom Plastikud, Plastkarbide tootmine, Plastist vormimine, Custom survevalu





